Contents
1.钻削循环 ……………………………………………………………………………………………………………. 3
1.1 钻中心孔(CYCLE81) ………………………………………………………………………………….. 3
1.2 浅孔钻削(CYCLE82) ………………………………………………………………………………….. 5
1.3 铰孔(CYCLE85) ………………………………………………………………………………………… 6
1.4 深孔钻削(CYCLE83) ………………………………………………………………………………….. 7
1.5 精镗孔(CYCLE86) ……………………………………………………………………………………. 10
1.6 攻丝(CYCLE84 和 CYCLE840) …………………………………………………………………… 11
2.作者信息 ………………………………………………………………………………………………………….. 13
1.钻削循环
1.1 钻中心孔(CYCLE81)
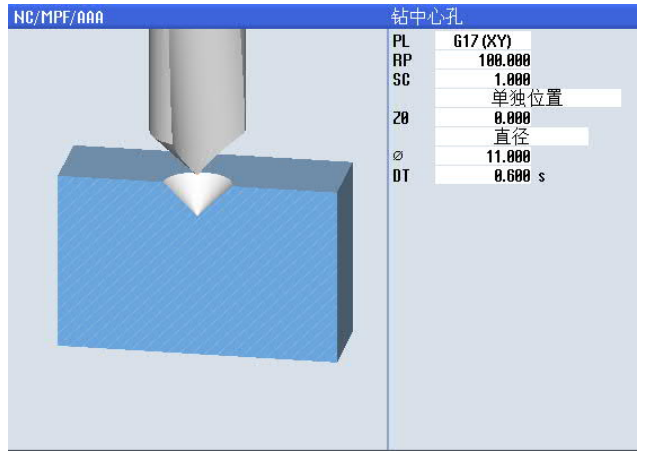
钻中心孔是在钻削加工中比较常见的加工工序。为了保证在钻孔过程中孔的位置精度比
较高,通常需要在钻孔之前安排一个钻削预定位孔的工序。尤其在深孔钻削之前,为了防止钻
头引偏尤为重要。钻中心孔所用的刀具一般是钻尖角为 90 度的定心钻。
PL:选择加工平面。通常这里都选择为 G17(XY)。在一般的立式或者卧式铣床上进行钻削
加工都要选择 G17 平面。即使是在车床的端面上进行钻孔,只要钻削加工的刀具轴线与
机床的 Z 轴平行,就必须选择 G17 平面。
RP:钻孔完成之后刀具轴的定位高度。
SC:安全间隙。相对于钻孔平面的距离。
Z0:孔上表面的绝对坐标。
这里的“单独位置”意味着当前的钻孔循环为非模态调用,即钻孔动作只在当前平面的
当前位置上有效。

生成的代码形式为:CYCLE81(100,0,1,,25,0.6,0,1,11)。
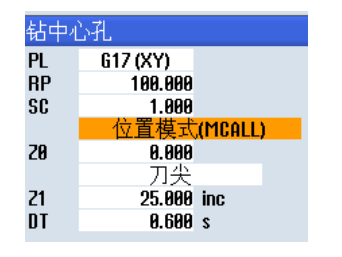
如果将“单独位置”切换为“位置模式”,则在当前的位置上并不执行钻孔的动作,而
是当刀具定位到后面——包含运动坐标的位置上,才会执行钻孔的动作。同时,生成的代码格
式为:MCALL CYCLE81(100,0,1,,25,0.6,0,1,11),在 CYCLE81 之前多出一个 MCALL 指令,
这个“MCALL”代码表示钻孔循环进入模态调用的方式。因此,只有在进入模态之后的坐标
位置才可以成为钻孔的位置。此时,如果没有在单独的程序行里写入不带任何参数的
“MCALL”指令取消当前的模态,只要在后续的程序段中编写了坐标位置,那么机床运动到
该位置后,仍然会继续执行当模式的钻孔动作。
对于钻孔的深度,在这个加工循环中可以用两种方式进行定义。一种是用钻头的直径间
接地表示钻孔的深度,另一种则是直接给出钻孔的深度。
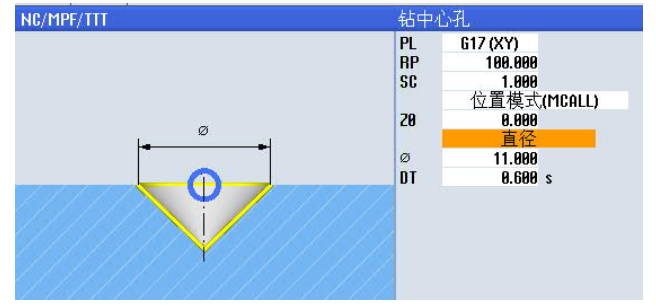
当选择“直径”方式来表示钻削深度时,实际上钻削的深度会由控制系统根据钻头的钻
尖角度自动进行换算。编程人员只需在“直径”的下面一行给出所需的钻削直径即可。
当然,也可以选择“刀尖”的方式表示钻削深度。直接在下一行 Z1 的后面写入钻削深度
即可。需要注意的是钻削深度 Z1 可以使用增量坐标(inc)也可以使用绝对坐标(abs)。
DT:在钻孔最深处的暂停时间,单位是秒。在钻头到达孔底的深度时,做短暂的停留主要是
为了让钻出的中心孔形状更准确并且尽量减少毛刺。
当结束一系列的模态钻孔动作之后,必须及时地在一个单独的程序段中,写入一个不带
任何参数的“MCALL”指令,以结束当前的模态钻孔模式。如果没有及时使用“MCALL”指
令结束模态钻孔循环,那么系统也许会在你不需要的位置仍然进行钻孔的动作。
这种方法不仅对当前讲述的钻孔循环适用,而且对后面讲述的所有加工循环的模态调用
方式同样有效。
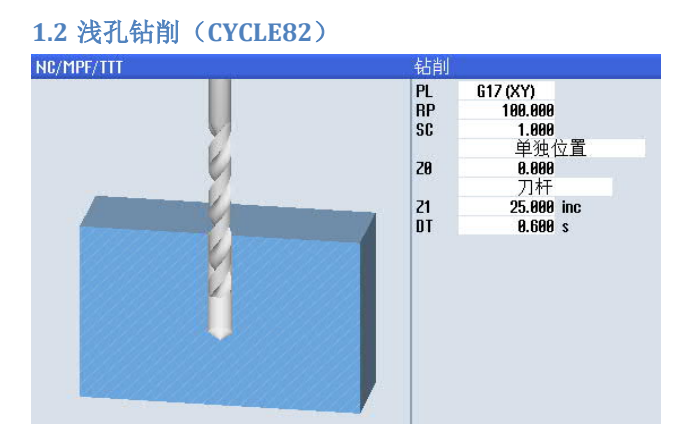
与上述钻中心孔的加工刀具不同,浅孔钻削的主要切削刀具为钻尖角 118 度的麻花钻。
加工参数与钻中心孔基本相同。
PL:加工平面的选择
RP:返回高度
SC:安全间隙
单独位置/位置模式:非模态钻孔/模态钻孔
Z0:孔上表面的绝对坐标
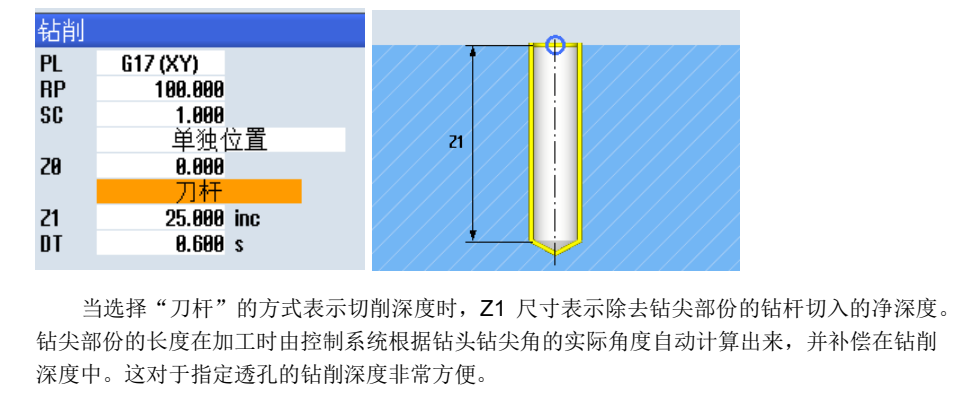
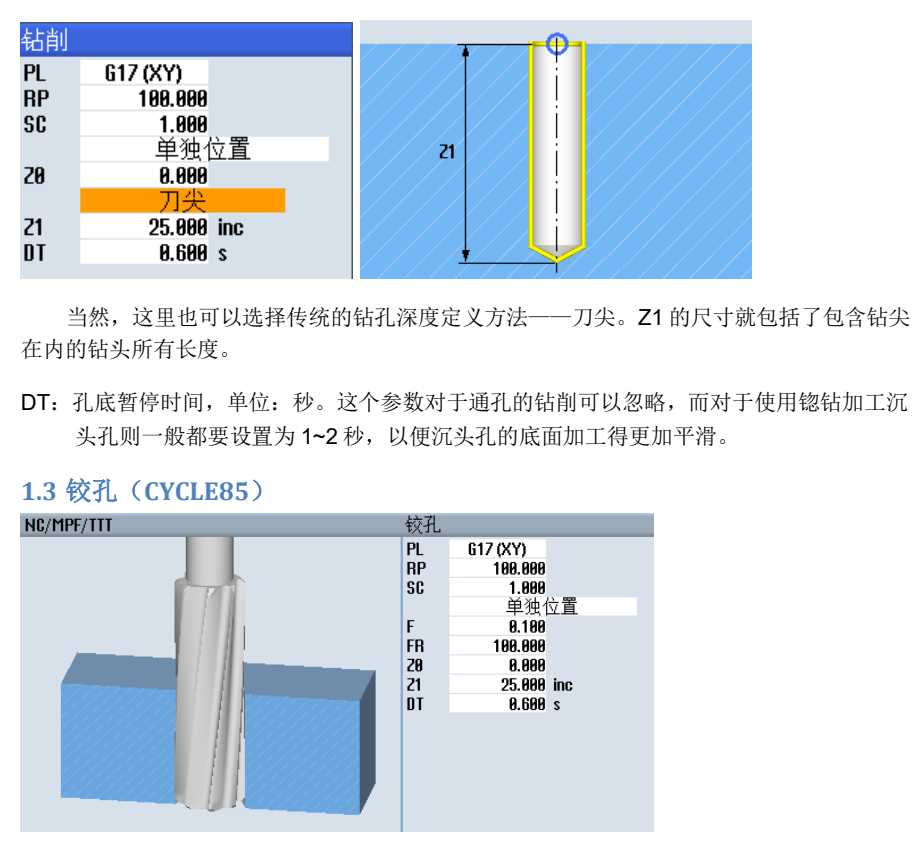
钻孔深度的表示方法有两种形式:刀杆或刀尖
铰孔属于精密加工的方法,所使用的加工刀具为铰刀。铰刀不同于钻头,底部没有切削刃,
只在侧面有可以切削的刃口。虽然,铰刀的刃口很浅,但是直径尺寸都很精确,所以只能对成
形的孔进行尺寸精整和修光。
这里面最独特的加工参数是 F 和 FR。F 表示铰刀切入孔里时的进给速度,而 FR 表示铰刀
回退时的进给速度。
其他的加工参数,PL、RP、SC、非模态/模态加工、Z0、Z1 以及 DT 都与前面加工循环
中同名参数的含义完全相同。
这个加工循环虽然被命名为铰孔循环,但是也可以在进行粗镗孔加工时使用。粗镗孔由
于一般不是最终加工手段,所以对孔壁表面的粗糙度要求不是非常高,因此可以进行往复镗削。
其实,往复镗削在镗削量较大的粗加工中还有一个好处,那就是可以消除由于镗杆弹性变形引
起的“让刀”,减小单向镗削中容易产生的孔两端直径不一样的“喇叭口”现象。
PL:加工平面选择
RP:返回高度7
SC:安全间隙
加工模态:单独位置/位置模式
F:铰入或镗入时的进给速度
FR:铰出或镗出时的进给速度
Z0:孔的上面绝对坐标
Z1:孔深的增量值(inc)或者孔深的绝对坐标(abs)
DT:孔底处暂停时间,单位:秒
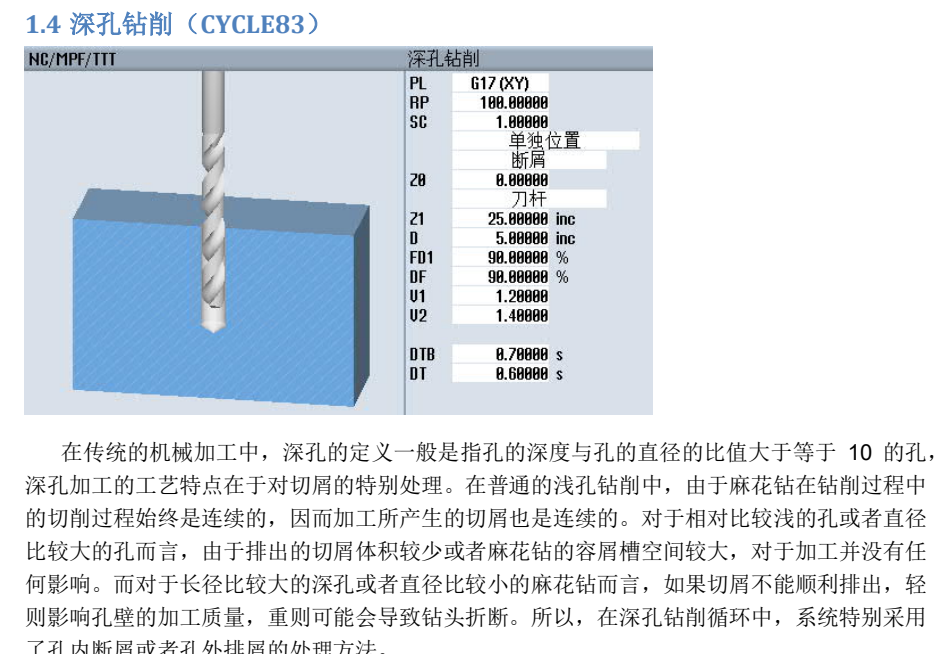
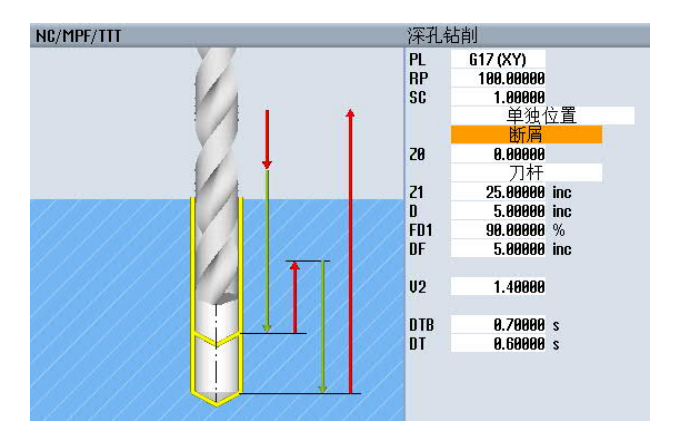
孔内断屑是一种加工效率比较高的处理切屑的方法。其特点是钻头每次钻削一定的深度,
就沿着刀具轴线方向做一次短距离的退刀动作,并且做一次短暂的进给保持,然后再继续钻削
一定的深度,再退刀并短时间进给保持……如此往复钻削,直至达到最终的钻孔深度。
每一次的钻削深度由加工参数 DF 指定,建议采用增量坐标值(inc)的方式进行定义。
每次钻削一定深度后的退刀距离由加工参数 V2 指定。为了提高加工效率,这个退刀距离
通常都设置得比较小,只要保证切屑能够被断开即可。
每次钻削的暂停的时间由加工参数 DTB(每次钻削的停留时间)指定,单位:秒。
Z0:孔上表面的绝对坐标值。
刀杆/刀尖:选择钻削深度的定义方法。
Z1:钻削深度。可以选择增量坐标值(inc)或者绝对坐标值(abs)。
D:首次钻削深度。可以选择增量坐标值(inc)或者绝对坐标值(abs)。第一次钻削时由于
排屑条件较好,所以首次钻削的深度参照普通的浅孔钻削深度进行选择即可。
FD1:首次钻削进给速度的倍率。
DT:在最终钻孔深度的暂停时间,单位:秒。
2)孔外排屑方式及相关加工参数:
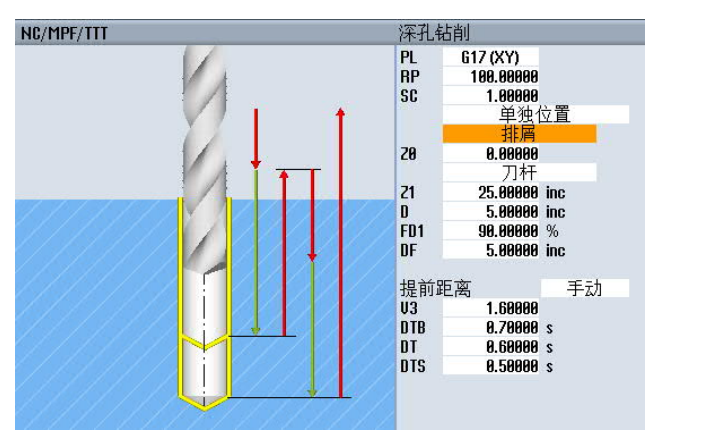
孔外排屑的处理方式与前一种孔内断屑的处理方式相比,虽然钻削的效率有所降低,但是
排屑的方法显然要更好些。其特点是钻头每次钻削一定的深度,就沿着刀具轴线方向将钻头完
全退出孔外进行排屑,并且做一次短暂的进给保持,然后再快速返回到距离刚才钻削深度的提
前距离位置继续进行下一段的钻削,再完全退刀、排屑……如此往复钻削,直至达到最终的钻
孔深度。
Z0:孔上表面的绝对坐标值。
刀杆/刀尖:选择钻削深度的定义方法。
Z1:钻削深度。可以选择增量坐标值(inc)或者绝对坐标值(abs)。
D:首次钻削深度。可以选择增量坐标值(inc)或者绝对坐标值(abs)。第一次钻削时由于
排屑条件较好,所以首次钻削的深度参照普通的浅孔钻削深度进行选择即可。
FD1:首次钻削进给速度的倍率。
DF:每次钻削的深度。建议使用增量值(inc)。
提前距离:当钻头完成退刀排屑动作之后,需要快速定位到距离上一次钻削深度一定距离的地
方再次转入进给模式。这段距离的长度可以选择“手动”选项,在下面的加工参数
V3 中指定;也可以选择“自动”选项,由系统指定为默认的 1 毫米。
DTB:每次钻削的暂停时间。
DT:在最终钻孔深度的暂停时间,单位:秒。
DTS:刀具退到孔外排屑时的进给暂停时间。
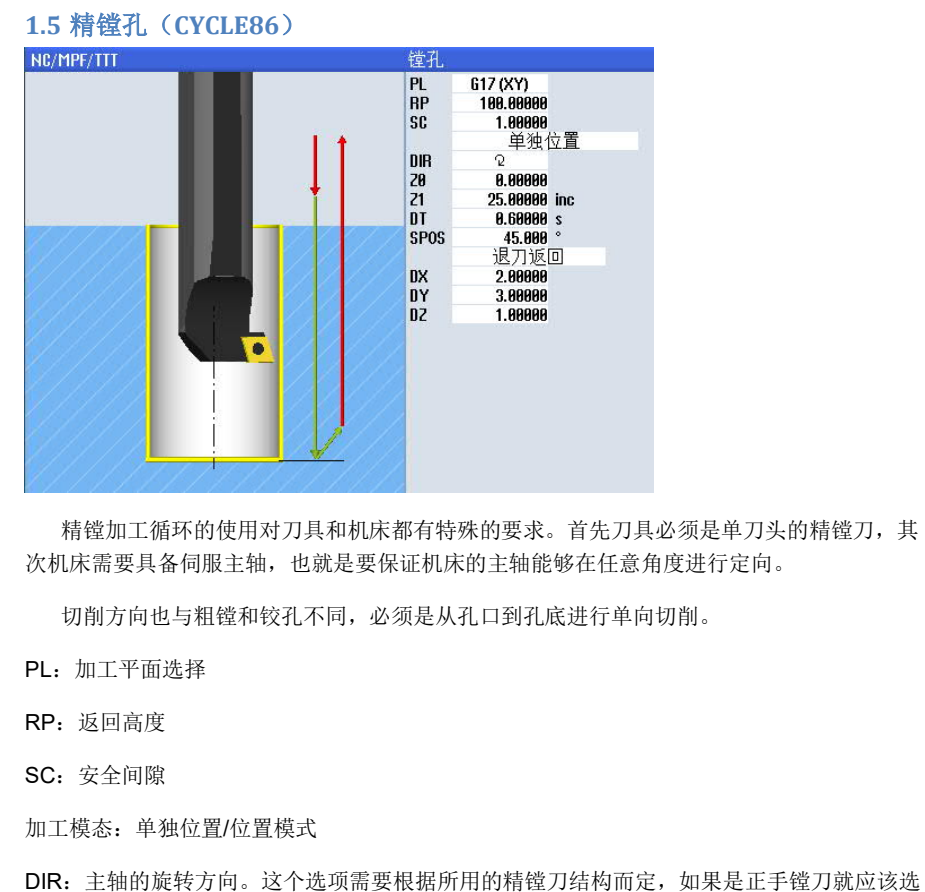
精镗加工循环的使用对刀具和机床都有特殊的要求。首先刀具必须是单刀头的精镗刀,其
次机床需要具备伺服主轴,也就是要保证机床的主轴能够在任意角度进行定向。
切削方向也与粗镗和铰孔不同,必须是从孔口到孔底进行单向切削。
PL:加工平面选择
RP:返回高度
SC:安全间隙
加工模态:单独位置/位置模式
DIR:主轴的旋转方向。这个选项需要根据所用的精镗刀结构而定,如果是正手镗刀就应该选
择主轴正转,如果是反手镗刀就要选择主轴反转。
Z0:孔上表面的绝对坐标
Z1:孔深的增量值(inc)或者孔深的绝对坐标(abs)
DT:镗刀在孔底处的暂停时间,单位:秒
SPOS:主轴的定向角度。当镗刀进给至孔的底部时,需要主轴停止旋转并且将主轴定位到某
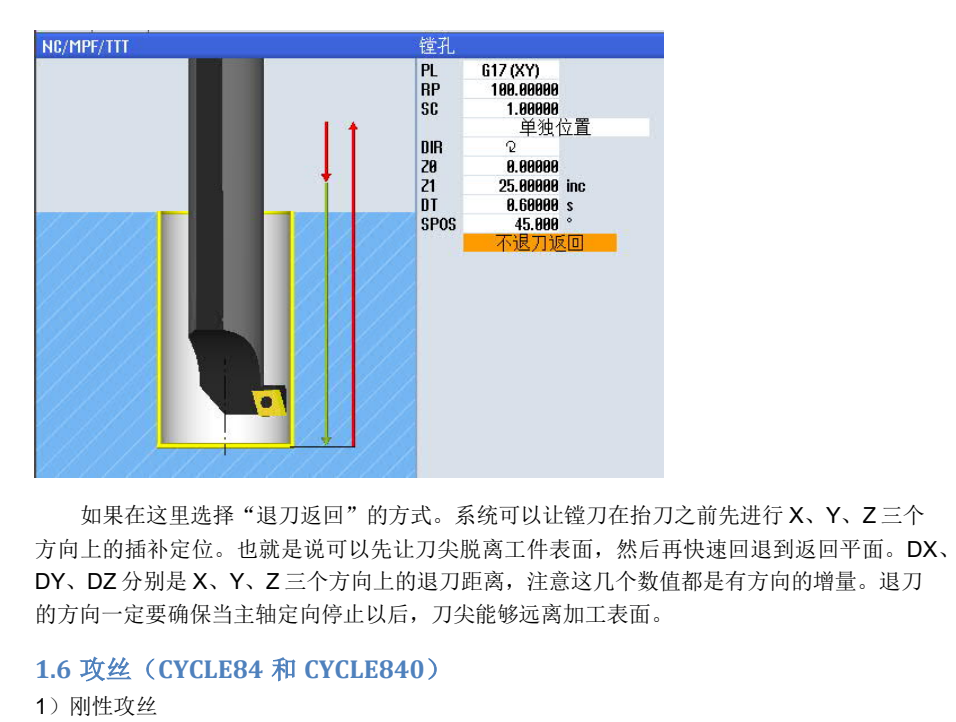
一固定的角度,以便向镗刀刀尖相反的方向进行退刀。
退刀方式:可以选择“不退刀返回”,如下图所示。在此方式下,主轴定位到加工参数 SPOS
所指定的角度以后,直接快速抬刀到返回平面 RP 的高度,加工结束。采用这样的
方式好处在于可以避免反向退刀时机床轴产生的反向间隙,使镗孔时的定位更加精
准,但是在抬刀的过程中,镗刀的刀尖会由于刀杆的微小弹性变形而在孔壁上擦出
一道细微的痕迹。
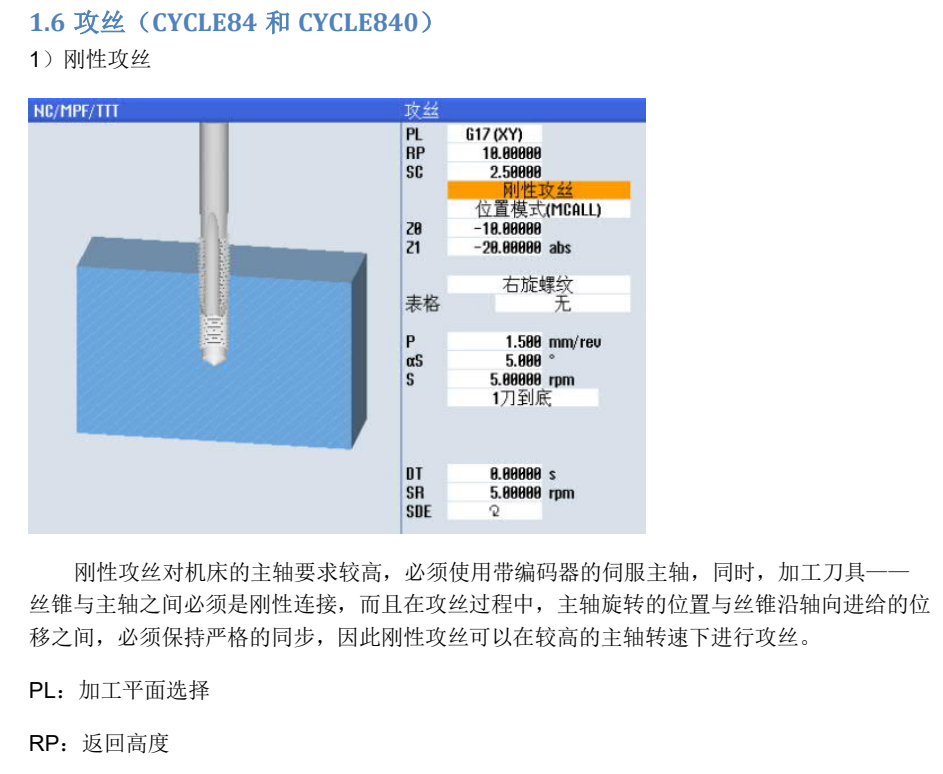
SC:安全间隙
攻丝模式:刚性攻丝
加工模态:单独位置/位置模式
Z0:孔上表面的绝对坐标
Z1:孔深的增量值(inc)或者孔深的绝对坐标(abs)
螺纹旋向:可以选择“右旋螺纹”或者“左旋螺纹”。加工右旋螺纹时需要选用右旋丝锥,攻
丝时主轴正向旋转,退刀时主轴会自动反向旋转;加工左旋螺纹时需要选用左旋丝
锥,攻丝时主轴反向旋转,退刀时主轴会自动正向旋转。
表格:如果加工的是公制粗牙螺纹,可以选择“公制螺纹”,并且继续在下一行的“选择”选
项中选择螺纹的公称尺寸,系统会在下一行自动显示出相应的螺距值 P。如果被加工
螺纹是其他标准的螺纹,那么就要在这里选择“无”,然后在下一行选项“P”的后面
手工填入待加工螺纹的螺距值。
aS:丝锥切入工件时主轴方向的角度值。如果对于螺纹的旋转位置没有特殊要求,这里一律
填 0 即可。
S:丝锥攻入时的主轴的旋转速度。
攻丝过程:1 刀到底 / 断屑 / 排屑。通常情况下选择 1 刀到底即可。如果螺纹孔的直径较小或
深度较大,为了避免丝锥折断可以参照前面深孔钻削的情况,适当考虑选择断屑或
排屑的方式进行深孔攻丝。
D:在排屑和断屑方式下,每一次攻丝的深度。
回退:在断屑方式下可以选择手动或自动。如果选择自动,回退距离默认为 1 毫米。如果选择
手动,则要在下一行加工参数 V2 中填写退刀距离。
V2:丝锥的回退距离。
DT:丝锥到达孔底时的暂停时间
SR:丝锥回退时的主轴旋转速度
SDE:丝锥退回到返回平面高度以后,主轴的旋转状态:正转、反转或者停转,任选其一。
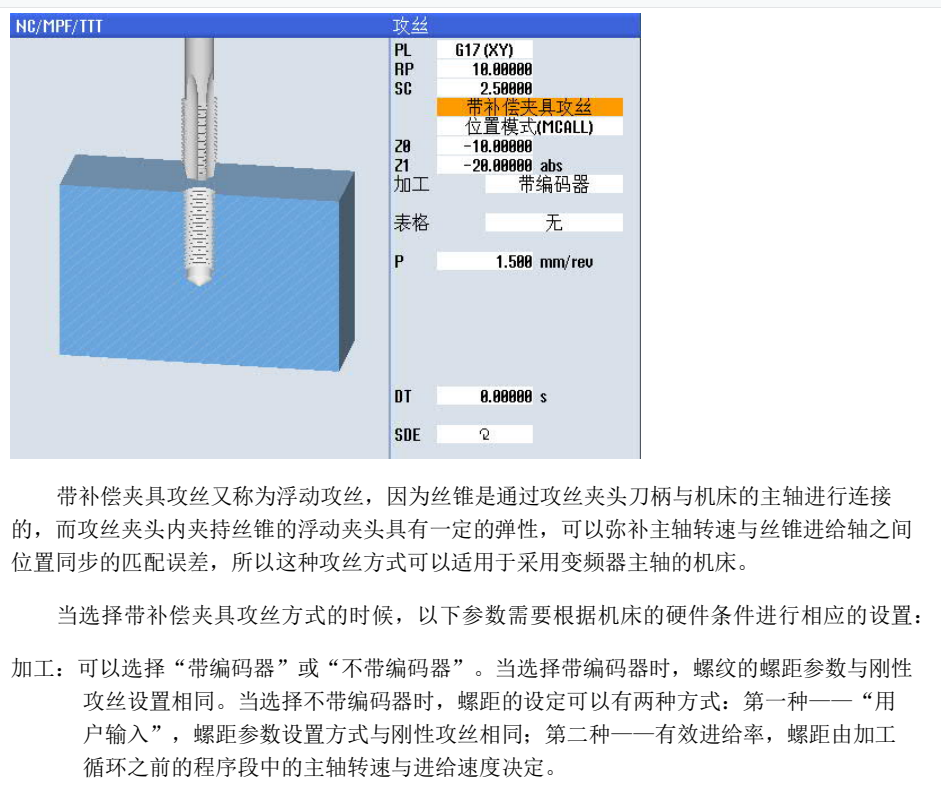
2)带补偿夹具攻丝